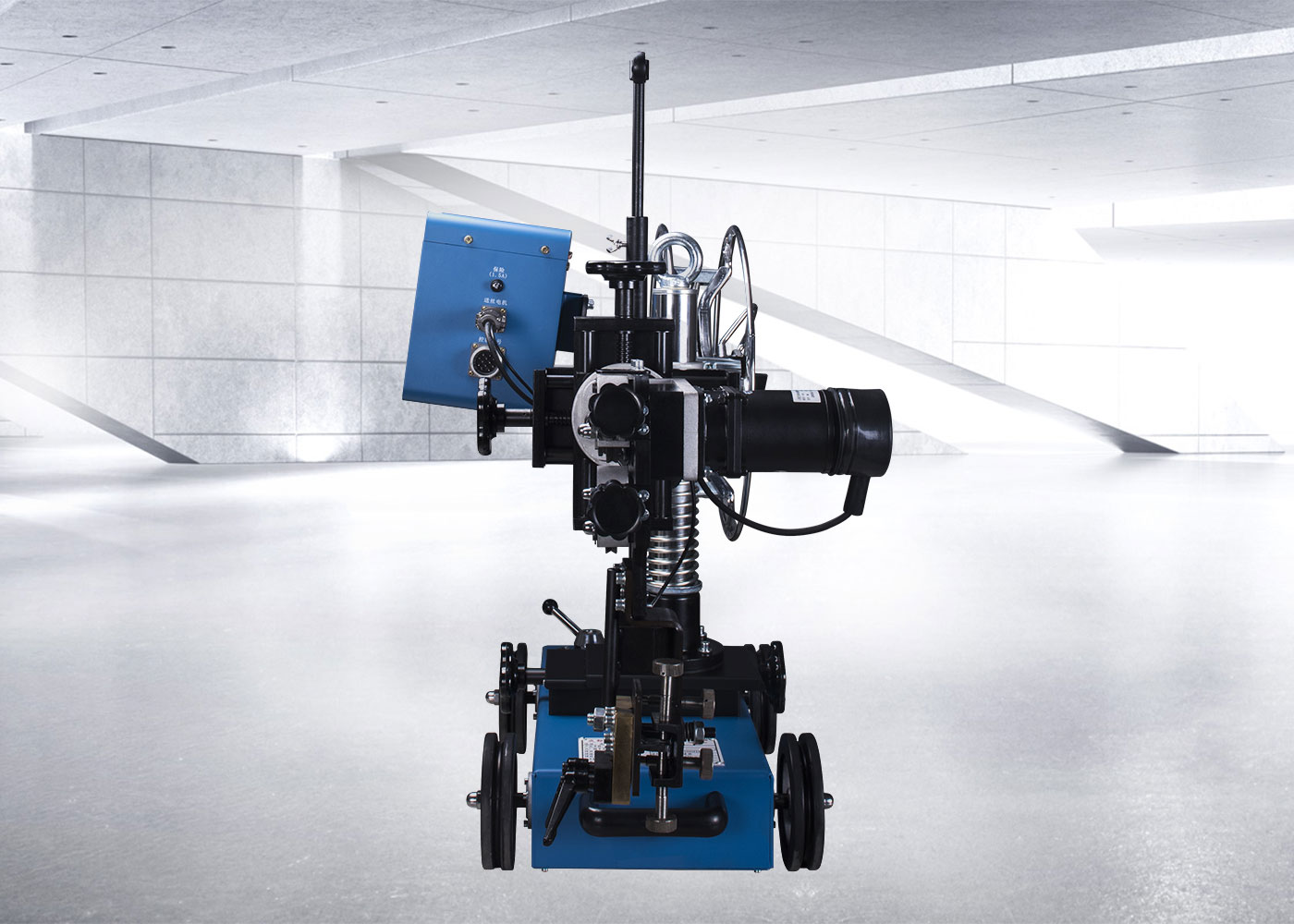
■ 手動送絲時,焊絲接觸(chù)工(gōng)件自動停止,定點引弧成功率非常高
■ 重量輕,移動方使,可適應各種較難施(shī)焊的位置
■ 加熱均勻,冷卻速度慢,焊(hàn)接(jiē)應(yīng)力較小
■ 焊縫處於垂直位(wèi)置焊接,焊縫金(jīn)屬中不易產生氣孔及(jí)夾渣
■ 特別適合於(yú)中厚板工件的(de)焊接
■ 焊件不(bú)開(kāi)坡口,隻(zhī)留一定尺寸的裝配間隙便可一次焊接成形,生產效率高
■ 直(zhí)觀清晰的數字顯示焊(hàn)接電流、焊接電壓
■ 具有手動進絲手(shǒu)動退絲功能
■ 設備購(gòu)置成本低
■ 主要用於低(dī)碳鋼、低合(hé)金鋼(gāng)、中碳鋼等材(cái)料的中厚板對接焊縫(féng)、丁字形焊縫、大斷麵結構、曲麵結(jié)構、圓筒形結構等焊接結構
■ 廣泛應用於(yú)鋼結構、橋梁等領域
| 項目(mù)名稱 | 單位 | 型號 |
|---|---|---|
| HR-2 | ||
| 額定(dìng)焊接電流 | A | 1250 |
| 額定焊接電壓 | V | 44 |
| 送絲方式(shì) | - | 等速(sù) |
| 送(sòng)絲速度(dù)調節範圍 | cm/min | 135-600 |
| 適用焊(hàn)絲直徑 | mm | 02.Q 02.5 03.2 |
| 適用熔嘴直徑 | mm | 08-014 |
| 機頭升降調節距離 | mm | 93 |
| 立拄升降調(diào)節距離 | mm | 140 |
| 機頭水平調(diào)節距離 | mm | ±30 |
| 機頭(tóu)側擺角 | - | 30° |
| 機頭仰(yǎng)角 | - | ±15° |
| 機頭繞焊車回轉角 | - | ±90° |
| 熔嘴(zuǐ)微調機構調節角度 | - | ±5° |
| 可配用焊接電源型號 | - | ZD5. ZD7係(xì)列直流弧焊電源 |
| 外(wài)形尺(chǐ)寸 | - | 1010×580×790 |
| 焊車淨(jìng)重 | kg | 50 |